
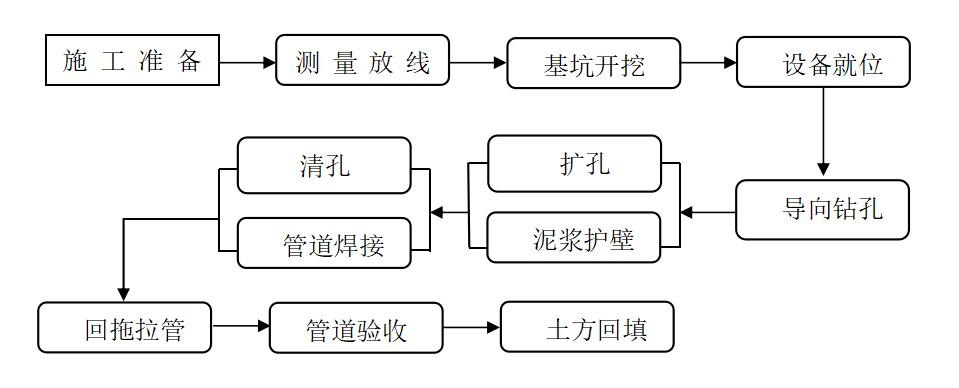
1.拉管施工工艺
利用用比钻杆外径略大的箭咀式小钻头打导向孔,钻杆从地面钻入,地面仪器接受由地下钻头内传送器发出的消息,控制钻头的方向和深度,钻成准确的定位导向孔。再利用导向孔,反向回扩,回扩时只将设计孔径内的原状土搅碎。最后利用清孔设备清出孔道内泥土,形成安管的通道。在钻进先导孔和扩孔时注水润滑钻具,扩孔搅碎孔内原状土时,要将孔内土搅拌形成塑性泥浆,在清孔时借助于机具的挤压,在孔壁上形成光滑的一层护壁泥皮,用以平衡孔道内的固岩压力,最终造成稳定光滑的安管通道。孔道成型后利用拉力机将管节拖拽入孔道内,完成安装工作。
2.施工准备
轨迹设计
钻进前依据设计图纸要求的管道内底标高和相对应的原地面标高先计算出钻杆应达到的深度来确定定向钻孔轨迹。
定向钻孔轨迹线段由造斜直线段、曲线段、水平直线段(与管道排水坡度一致)等组成。
入土造斜段与管道直线段之间及管道直线段与出土造斜段之间,有一根钻杆长度达到管道直线段坡度要求。
入土角不超过15°,出土角按导向钻杆及拖拉管材允许曲率半径较大值确定,一般不宜超过20°。
3.施工测量
平面控制放线
平面控制及放线,依据现有边线,通过勘测方提供的控制点引测本工程的定位点,为保证施工各阶段控制点网,坐标及高程的准确,首先对施工现场内各控制桩加以保护。并把各控制点引测至现场外加以保护,以便竖向引测放线。同时要做闭合校核。
施工前通过全站仪沿地面上拉管的中心线每3米设置一桩(有障碍物的除外),并沿拉管的中心线撒好白灰线且测出桩高程,算好桩高程与设计拉管流水面的关系。
高程控制
高程控制根据勘测方提供的水准点引测施工现场的高程控制点。根据本工程的实际情况,在现场选择固定的地方做临时水准点,并做好保护。
高程控制采用两次仪器高程前后视等距测法,保持精度。为保证设计方向、位置的正确性,控制线的传递用经纬仪进行引测,保证平面位置的准确。
4.基坑开挖
开坑前要认真调查了解地上地下障碍物,以便开坑时采取妥善加固保护措施。
工作坑或接收坑开挖的深度,依据管道高程、所用扩孔钻机尺寸,以及砼垫层的厚度计算确定,施工时用水准仪测量控制。
工作坑开挖尺寸为2.5m宽×4m长、接收坑尺寸为2.5m宽×4m长,工作坑、接收坑深度定为2.0—4.0m。为保证工作坑内干燥和扩孔施工,在工作坑、接收坑一侧设积泥坑,泥浆泵随时将多余泥浆抽出坑外,渣土车直接拉走。
5.管道焊接
本工程中的MPP180/10管采用热熔焊接,管道接口质量的好坏直接影响到拉管施工的成功进行,因此要严格按以下操作步骤执行。

MPP管对口示意图
对口
(1)将塑料管或管件放入夹具内夹牢,用刷子和棉布块将管口的氧化层、油污、尘埃清除干净。
(2)将两管端的接口对正,对口间隙不得超过0.5mm,用卡尺检查两对口的端面是否平行,必须保证两连接管接口时的两个端面完全重合,不得有缝隙。同时要调整好对口的两连接管间的同心度,其误差应小于管壁厚的10%。对口达到要求后,将夹具夹紧。
加热接口
用热平板模加热两个管口,将加热温度及加热压力调至需要位置。聚乙烯管材对接焊的最佳焊接温度为200~240℃,一般确定为210±10℃。经加热后的两个管口熔化,当加热至熔融状态即完成了吸热过程。焊接时应注意以下要点:
(1)热熔连接加热时间和加热温度应符合热熔连接工具生产厂和管材、管件生产厂的规定。
(2)当指示灯亮时,最好在等10分钟使用,以使整个加热板温度均匀。
(3)热熔连接保压冷却时间,不得移动连接件或连接件上不得施加任何外力。
(4)热熔对接连接,两管段应各伸出卡具一定的自由长度,校对连接件,使其在同一轴线上,错边不宜大于壁厚的10%。
(5)温度适宜的加热板置于机架上,闭合卡具,并设系统的压力。达到吸热时间后,迅速打开卡具,取下加热板。应避免与熔融的端面发生碰撞。
(6)迅速闭合卡具,并在规定时间内,匀速地将压力调节到工作压力,同时按下冷却时间按钮。达到冷却时间后,在按一次冷却时间按钮,将压力降为零,打开卡具,取下焊好的管子。
(7)卸管前一定要将压力降至为零,若移动焊机,应拆下液压软管定向钻顶管施工,并做好接头防尘工作。
冷却接口
接口完成后,在卡具上应稳住对口,让其自然冷却,其时间确定为1.15~1.33×壁厚(mm)分钟,再放至地上还须再冷却,方可进行另一端对口的组对和熔热接口。打开夹具后卸除卡具,对熔融接合口的外观进行检查,对口热熔环向高度、宽度成形应均匀、美观、其高度、宽度应适宜。合格的焊缝应有两翻边,焊道翻卷的管外圆周上,两翻边的形状、大小均匀一致定向钻顶管施工,无气孔、鼓泡和裂纹,两翻边之间的缝隙的根部不低于所焊管子的表面。

MPP管焊接示意图
6.钻液的配置
钻液的好与坏对于拉管施工的成败起到了极关键的作用。钻液具有冷却钻头、润滑钻具,更重要的是可以悬浮和携带钻屑,使混合后的钻屑成为流动的泥浆顺利地排出孔外,既为回拖管线提供足够的环形空间,又可减少回拖管线的重量和阻力。残留在孔中的泥浆可以起到护壁的作用。
本工程按以往施工经验和对类似地区地质情况的了解,配置钻进液。钻液由水、膨润土和聚合物组成。水是钻液的主要成份,膨润土和聚合物通常称为钻液添加剂。钻液的品质越好与钻屑混合越适当,所制造的泥浆的流动性和悬浮性越好,回扩成孔的效果越理想,成功的概率越大。
为改善泥浆性能,有时要加入适量化学处理剂。烧碱(或纯碱)可增粘、增静切力、调节PH值,投入烧碱量一般为膨润土量的2%。

钻液配置示意图
7.设备就位
钻孔机安装在工作坑旁边,管道轴线可根据设计图纸及现场条件进行桩位放线确定,钻杆中心与管道轴线应一致。确定拉管机方位后,应固定好钻孔机。此时根据现场测得的井位深度以及钻孔机位置,确定钻杆造斜度,入土角应不超过150°。
钻机安装好后,应试钻运转并检测运转后的机座轴线及坡度是否有变化,借以检查钻机安装的稳固性和固定可靠程度。钻机的安装质量和稳固性的好坏是成孔质量好坏的关键,因此必须认真细致的反复进行,直至符合要求后方可进入下道工序。
将泥浆系统与钻机相连,水电系统接入,施工前对管线穿越范围及周边的建筑物进行详细的调查,防止地下障碍对工程实施造成影响;下锚前应在浅层地下管线前面开探槽,以免对地下管线造成破坏。

顶管机就位示意图
8.导向钻进
导向孔钻进时钻具头部只安装略大于钻杆外径尺寸4cm的矛式钻头,对正既定孔位,检测对中误差达到规范要求,即可开动钻机钻进导向孔。钻进时人力扳拉推进要持力均匀,匀速前进。并应根据给进阻力的大小,判定地层内是否有硬物或土层的变化,以确定注水机给水压力和给水量。钻进时,当地层含水较大地层为砂层或粉质砂粘土,应不注水钻进,当地层较硬或无地下水时,则应提高注水压力。注水主要是起润滑和冷却钻具,减少钻进阻力作用。
当遇有硬质障碍物时应缓慢持力给进,当不能钻穿通过时,应记录钻具长度,确定障碍物的具体位置。如地面条件允许可从地面下挖探洞人工下去处理。地面条件不允许时,则只有整体偏移钻孔轴线。一般单个的硬物通过持续的压力注水钻进和搅磨即可通过,此时给进力应均匀不可强推进,防止钻孔偏移。障碍物的位置在钻进过程中应详细记录。
每个钻进班组均应做台班记录,要详细记录钻进长度、轴线偏差、机座校核、土质软硬、障碍物、作业人员等情况。钻进宜按上坡方向进行,以利排水和最后出土,并有利于保证钻孔质量。钻进先导孔工艺见图示:
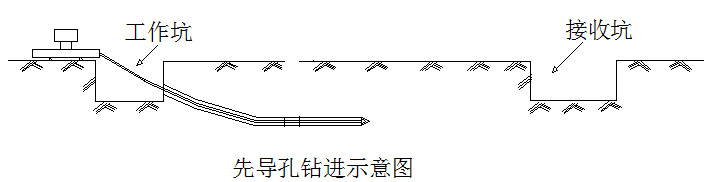
导向钻进是非开挖定向钻进铺管的关键环节。导向钻按设计的深度、标高,随时监控,适时调整。钻进中采用轻压、慢转,注意控制钻头温度,切不可使探头过热。
在施工过程中,施工员、质量员应全过程控制桩位、管道走向、管道位置等及时复测,确保电力管道施工符合设计要求。

导向钻进示意图
9.扩孔
导向孔钻进至接收坑,经测量检验,偏差在允许范围内时,卸下矛式钻头换装鱼尾式或三叉式扩孔钻头,开动回拉钻机扩孔。扩孔时人工给进要均匀,匀速回拉。同时注水机要连续注适量水,通过钻具搅拌孔内泥土造泥浆,用以保护成孔孔壁,保保持围岩稳定,同时起到润滑作用。根据现场地质情况,采用刮刀式扩孔器。扩孔器尺寸为铺设管径的1.2~1.5倍,这样既能够保持泥浆流动畅通又能保证管线的安全、顺利的拖入孔中。
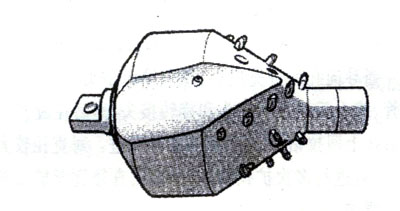
扩孔钻头
扩孔时地层土质较软时宜快速给进回扩,地层土质较硬时要匀速缓慢进行。回扩钻孔工艺见图示:
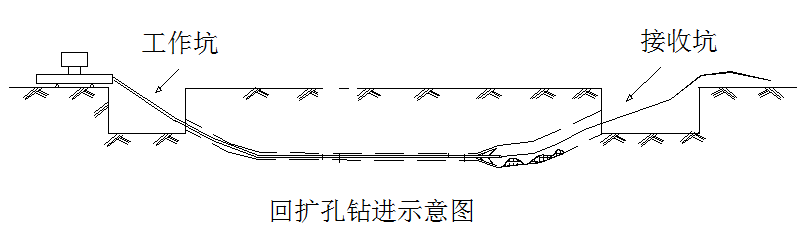
施工过程中,注意地下水位的变化,钻进施工时是否正常,注意土质变化及拉管机的压力,出现异常及时采取措施。
在每级扩孔过程中,为防止扩孔跑偏轨迹,采用回拖扩孔。扩孔时为保证管道可以顺利回拖,要使钻孔直径达到管径的1.3倍以上,并用泥浆护壁,防止钻孔坍塌,保证土体对管壁无损坏。

扩孔示意图
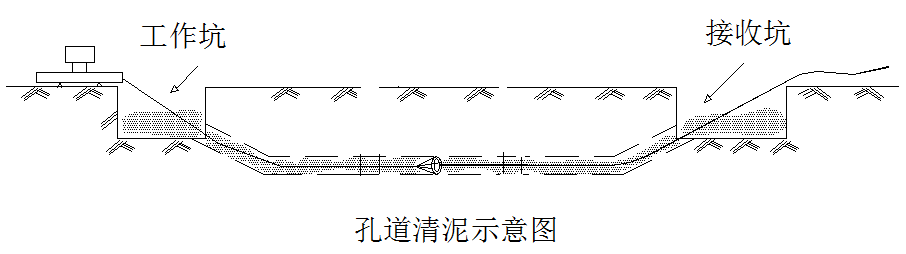
10.清孔
在回扩钻孔时,在钻头尾部配装拉链(杆),钻孔回扩到达工作坑时,卸下扩孔钻头,在拉链(杆)一端换装拉泥盘,进行拉泥成孔工作。此项工序主要是拉运出扩孔搅碎的孔内土,形成光滑圆顺的安管通道。拉泥时,首次拉泥采用环形盘,反复来回拖拉后,如阻力减轻则在拉泥盘上加装横挡,再次入孔拉泥,逐次加封横挡,直至拉泥盘全封闭,并能轻松顺利拉出为止。
当地层土质较硬,以粘质土为主时,应先采用环形盘较窄的拉泥盘拖拉,使拽拉阻力变小拉泥盘拉出顺利后,再换上环形盘较宽的拉泥盘拖拉钻孔。拉泥盘环形盘的大小及加装横挡封闭的选择,应根据地层土质确定。最终成形的孔道内壁光滑圆顺,拖孔器拉泥清孔工艺见图示:
11.回拖拉管
MPP管焊缝和管道强度检验合格后,即可进入拉管施工。首先用现场制作的“MPP管封套”将管头密封,然后在管头后端接上回扩头,管后接上分动器进行接管,将管子回接到工作井后,卸下回扩头、分动器、取出剩余钻杆,堵上封堵头。
施工时,拉管机操作人员要根据设备数据均匀平稳的牵引管道,切不可生拉硬拽。回拖工艺见图示:
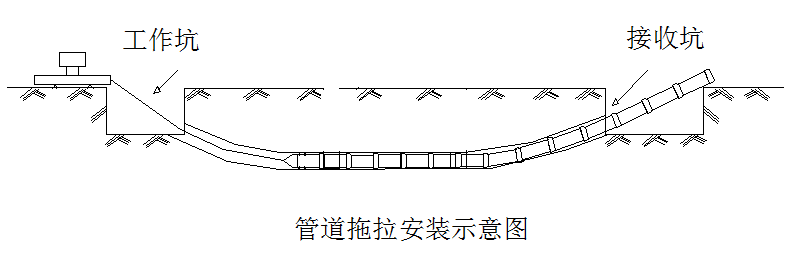

拖拉MPP管示意图
———END———
限 时 特 惠: 本站每日持续更新海量各大内部创业教程,一年会员只需98元,全站资源免费下载 点击查看详情
站 长 微 信: Lgxmw666




